-
Электроинструменты
Электроинструменты
- Сварочные аппараты для полипропиленовых труб ()
- Полировальные машины ()
- Шлифовальные машины ()
- Циркулярные, дисковые пилы ()
- Фрезеры ()
- Фен технический ()
- УШМ (Болгарки) ()
- Точила ()
- Торцовочные пилы ()
- Степлеры электрические и аккумуляторные ()
- Сетевые шуруповерты ()
- Сабельные пилы ()
- Рубанки ()
- Пылесосы ()
- Перфораторы ()
- Аккумуляторные дрели и шуруповерты ()
- Отбойные молотки ()
- Ножницы ()
- Многофункциональный инструмент ()
- Миксеры ()
- Лобзики ()
- Краскопульты ()
- Клеевые пистолеты (термопистолеты) ()
- Зарядные устройства ()
- Граверы ()
- Дрели ()
- Гайковерты и винтоверты ()
- Аккумуляторы ()
- Аккумуляторные отвертки ()
- Штроборезы, бороздоделы ()
-
Для дома и дачи
Для дома и дачи
- Все для праздника
- Все для бани и сауны
- Коврики, лотки для обуви
- Ковши
- Сад и дача
- Товары для кухни
- Товары для отдыха и пикника
- Уход за обувью
- Хранение вещей
- Мебель
- Техника для кухни
- Техника для сельского хоз. и комплектующие
- Товары для домашних животных
- Техника для дома
- Скобяные изделия ()
- Хозяйственные товары ()
- Автотовары
- Стройматериалы
- Измерительные инструменты
-
Средства индивидуальной защиты и спецодежда
Средства индивидуальной защиты и спецодежда
- Дождевики
- Маски сварщика, щитки
- Наколенники ()
- Защита органов зрения ()
- Защита рук ()
- Защита органов дыхания ()
- Защита головы ()
- Защита органов слуха ()
-
Крепеж
Крепеж
- Крепеж и фурнитура для мебели
- Саморезы ()
- Цепи ()
- Хомуты ()
- Тросы стальные в полимерной оболочке ()
- Тросы стальные оцинк. ()
- Такелаж ()
- Скоба эл/установочная ()
- Проволока вязальная ()
- Перфорированный крепеж ()
- Крепление для маяков
- Крепеж для террассной доски ()
- Заклепки ()
- Пружинный узел (крепеж пружинный для бруса)
- Дюбельная техника ()
- Метрический крепеж ()
- Гвозди и скобы строительные ()
- Анкерная техника ()
- Шурупы ()
- Спорт и туризм
- Оборудование
-
Пневматика
Пневматика
- Пневмодолото ()
- Пневмодрели ()
- Пневмогайковерты ()
- Пневмошуруповерты ()
- Хоппер-ковши штукатурные
- Аэрографы
- Наборы пневмоинструментов ()
- Пистолеты пневматические ()
- Компрессоры ()
- Краскопульты пневматические ()
- Оснастка пневматическая ()
- Степлеры и нейлеры пневматические ()
- Шланги воздушные ()
-
Расходные материалы
Расходные материалы
- Диски
- Сетки абразивные ()
- Полотна для ножовки ()
- Полотна для сабельной пилы ()
- Полотна для стусла ()
- Расходники, оснастка для триммеров, бензопил ()
- Расходники, оснастка для цепных пил ()
- Ролики для плиткореза ()
- Расходники, оснастка для гравировальной машины ()
- Полотна для ручного лобзика ()
- Расходники, оснастка для многофункционального инструмента ()
- Серпянки ()
- Скобы и гвозди для степлера ()
- Фильтры ()
- Экстракторы ()
- Фрезы ()
- Чашки шлифовальные ()
- Шкурки шлифовальные, круги, фибродиски ()
- Электроды, проволоки сварочные ()
- Гибкие валы ()
- Головки ()
- Скотч, стретч, ленты ()
- Карданчики для головок ()
- Метчики и плашки ()
- Расходники, оснастка для сварочного оборудования ()
- Полотна для электролобзика ()
- Патроны для шуруповерта ()
- Свечи зажигания ()
- Зенкеры ()
- Приспособления для дрели и УШМ ()
- Сверла и наборы сверл
- Адаптеры ()
- Держатели бит ()
- Удлинители для перового сверла ()
- Борфрезы ()
- Буры, смазки ()
- Губки для шлифования ()
- Заглушки ()
- Запчасти ()
- Зубила и пики ()
- Патроны для дрели ()
- Коронки по бетону ()
- Коронки по керамике ()
- Коронки биметаллические, держатели для коронок ()
- Крацовки, щетки ручные ()
- Крестики и клинья для плитки ()
- Круги шлифовальные ()
- Лезвия для электрорубанка ()
- Мешки и комплектующие для пылесосов ()
- Насадки для миксера ()
- Насадки - биты ()
- Насадки для шлифования ()
- Удлинители для головок ()
-
Пены, герметики, клеи, ЛКМ
Пены, герметики, клеи, ЛКМ
- Очистители
- Пена зимняя
- Анкеры химические ()
- Пена огнестойкая
- Пена утеплитель
- Аэрозоли, краски, эмали, колеры ()
- Пена-клей
- Герметики и очистители от герметика ()
- Жидкие гвозди ()
- Клей и очистители от клея ()
- Пена летняя, всесезонная ()
- Лакокрасочная продукция
- Стержни для клей-пистолетов ()
- Ручные инструменты
-
Сантехника
Сантехника
- Трубы и фитинги (латунь, PP-R, комбинированные)
- Душевое оборудование и комплектующие
- Смесители, изливы ()
- Краны ()
- Комплектующие сантехнические ()
- Теплоносители
- Шланги для стир.машин (сливной, наливной)
- Канализация и дренаж
- Сифоны, гофрированные трубы, выпуски, слив-перелив
- Фильтры сетчатые
- Ревизионные сантехнические люки
- Трубная теплоизоляция
- Тросы сантехнические ()
- Подводки для воды и газа
- Клапаны и затворы обратные/регулирующие
- Фильтры и картриджи
- Аксессуары для ванной комнаты и туалета
- Счетчики (сантехника) ()
- Электрика и свет
Пайка полипропиленовых труб:особенности технологии
 21.07.2021
21.07.2021
Прежде всего, необходимо произвести разметку мест закрепления труб.

Разметка должна выполняться с учетом правильного горизонтального и вертикального уровня. После выполнения разметочных работ следует закрепить на стене так называемые монтажные опоры (простым языком - «клипсы»).

Далее переходят к отмериванию и отрезке труб согласно ранее полученным размерам. Резка полипропиленовых труб производится при помощи специально предназначенных для этих целей ножниц.

В случае, если вы приняли решение взять паяльное оборудование в аренду, вполне возможно, что в комплекте будут и ножницы. Если же нет - обязательно обратите на это внимание и потребуйте другой комплект.
Следующий этап: прогреваем при помощи паяльника трубу и подходящий для соединения фитинг. При этом предварительно закрепляем на нагревающую часть «утюга» насадки требуемого диаметра. Прогрев должен осуществляться на протяжении 5-10 секунд.
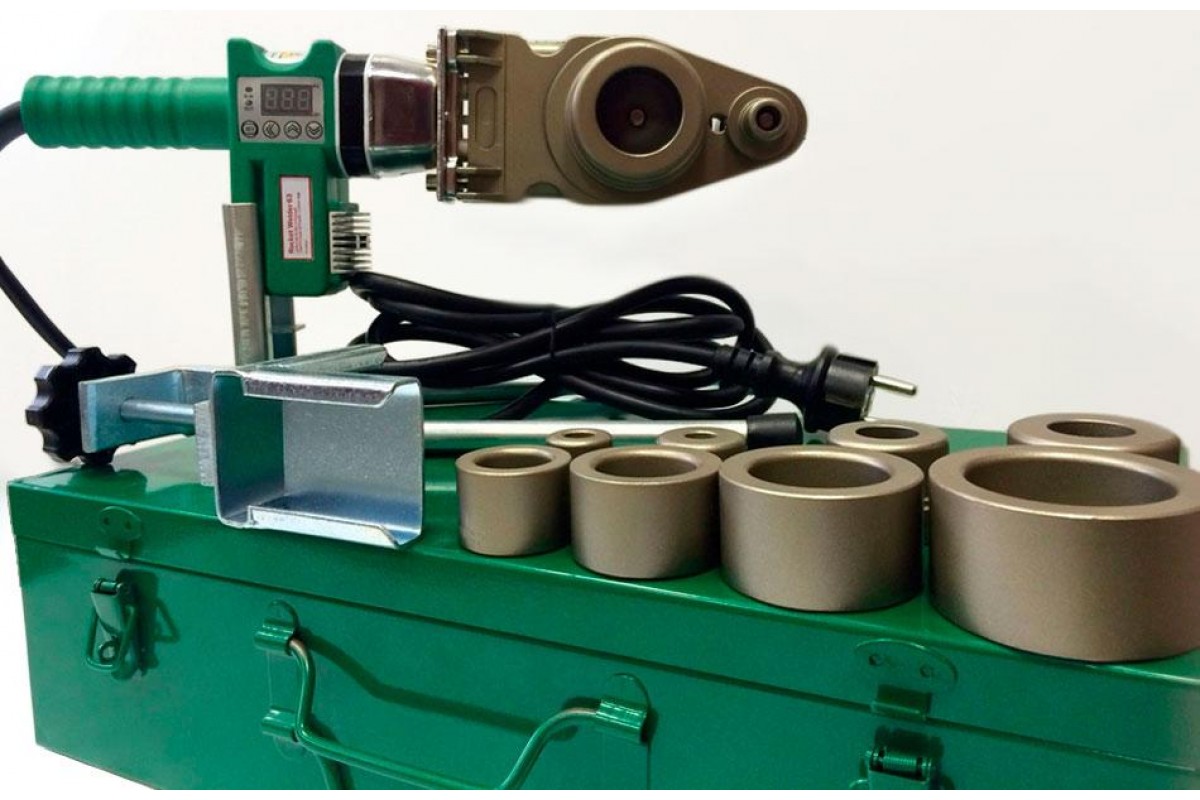
Обратите внимание: абсолютно все паяльные станции для полипропилена оснащаются специальным регулятором, посредством которого можно установить температуру разогрева нагревателя. Для выполнения паяльных работ специалисты рекомендуют выставлять температуру в районе 250-270 градусов.

Насадки для паяльной станции

В большинстве случаев паяльные станции комплектуются насадками самого различного диаметра: начиная 20 и заканчивая 40 мм. Насадки покрыты специальным покрытием - тефлоном. Именно благодаря этому веществу в процессе работы исключается прилипание разогретого пластика к поверхности насадки.
Следует обратить внимание, что при очень длительном применении тефлоновое покрытие вырабатывается, что приводит к прилипанию пластика к насадке. Помните, с таким инструментом лучше не работать, ведь получить с его помощью надежное соединение просто невозможно.
После полного разогрева элементов их снимают с паяльной станции и производят соединение. При выполнении этой работы следует помнить, что вращать детали нельзя; их следует надавливать навстречу друг к другу. После состыковки необходимо подержат соединение примерно 30 секунд, давая тем самым разогретому пластику полностью застыть.
После полной кристаллизации пластика формируется монолитное и прочное соединение. Следует отметить, что во время разогревания на трубе возникает буртик. Этот буртик должен быть одинаковым по всей окружности полипропиленовой трубы (это является признаком действительно качественного соединения).
В случае, если с какой-либо стороны буртик отсутствует (как привило, это возникает вследствие неравномерного разогревания трубы), лучше от такого соединения отказаться, ведь это может стать причиной возникновения течи.
Несколько слов о качестве полипропиленовых труб
Какие могут возникнуть проблемы, вследствие низкого качества полипропиленовых труб? Наиболее часто встречающейся проблемой является чрезмерно долгое расплавление трубы при нагреве.
Следующая проблема, о которой следует вспомнить - не соответствие трубы диаметру насадок, используемых при работе с паяльной станцией. Другими словами: труба без натяга входит в насадку, но при соединении буртик не формируется. Действительно качественно спаять подобного рода трубу не представляется возможным.
Чтобы не «попасть в впросак» с низкокачественной трубой, можно рекомендовать приобрести небольшой отрезок трубы (для пробы) и попытаться смонтировать на этот отрезок фитинг. При получении действительно хорошего результата - это будет сигналом высокого качества полипропиленовой трубы.
Статью подготовил мастер Роман для клиентов магазина Левша.рф